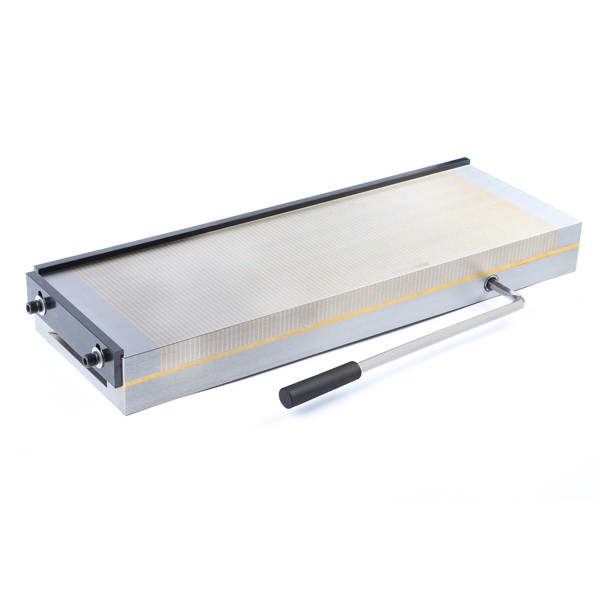
Peene poolusega magnetpadrun Surface Srinderi jaoks
Tool Bees tarnib kõrge kvaliteedigamagnetiline padruns toodetakse vastavalt kõrgeimatele standarditele ja on laost saadaval enamikes suurustes. Magnetpadrunid on kaasaegsed seadmed, mis asendavad kruustangid, mehaanilised klambrid ja kinnitused, mis kiirendavad teie tööd ferromagnetiliste materjalide töötlemisel.
Magnetpadrunid võivad kokku hoida palju aega, kinnitades ja vabastades töödeldud komponente, tehes samal ajal toorikule ligipääsetavaks viiest küljest ilma toodet kahjustamata. Magnetpadrunite kasutamine töö hoidmiseks on muutunud populaarseks tootmisrajatistes üle maailma.
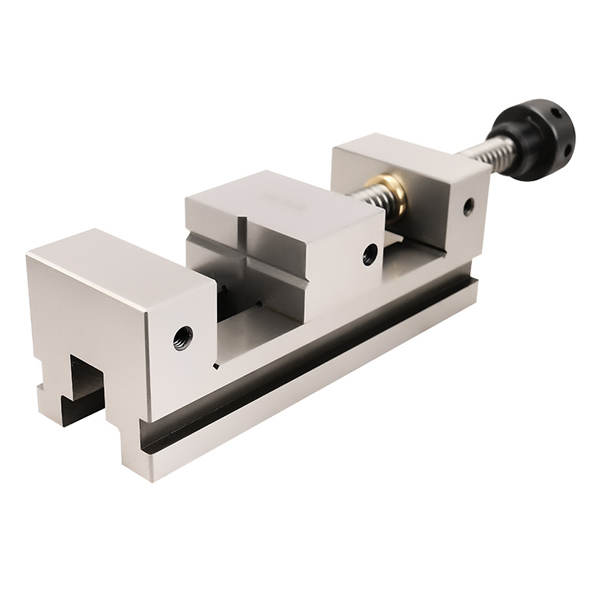
Traditsiooniliselt hoitakse töödeldavaid detaile paigal kruustangide või kinnitusdetailide abil, kuid toorikut, valamist või sepistamist saab hoida ka piisava haardega, et võimaldada freesimist, treimist, puurimist või lihvimist.Magnetpadruneid on tavaliselt kasutatud pindade lihvimisel, kuid nüüd kasutatakse neid ka tavalistes masinatöökodades.
| Tellimuse nr. | Mõõtmed | Magnetiline | Vahekaugus | Kaal (KG) | ||
| (MM) | Jõud | (raud+vask) | ||||
| L | B | H | 120N/CM² | 1,5+0,5 VÕI 1+3 | ||
| TB-A13-1510 | 150 | 100 | 48 | 4.5 | ||
| TB-A13-2010 | 200 | 100 | 48 | 7.5 | ||
| TB-A13-1515 | 150 | 150 | 48 | 8.5 | ||
| TB-A13-2015 | 200 | 150 | 48 | 11.3 | ||
| TB-A13-3015 | 300 | 150 | 48 | 16.5 | ||
| TB-A13-3515 | 350 | 150 | 48 | 19.8 | ||
| TB-A13-4015 | 400 | 150 | 48 | 22.6 | ||
| TB-A13-4515 | 450 | 150 | 50 | 25.5 | ||
| TB-A13-4020 | 400 | 200 | 50 | 31.5 | ||
| TB-A13-4520 | 450 | 200 | 50 | 35.5 | ||
| TB-A13-5025 | 500 | 250 | 50 | 45 | ||
| TB-A13-6030 | 600 | 300 | 48 | 72 | ||
| TB-A13-7030 | 700 | 300 | 48 | 85 | ||

Magnetpadrunite eelised
Magnetpadrunite eelised hõlmavad järgmist:
Seadistuse vähendamine.
Suurendage juurdepääsu töödeldava detaili paljudele külgedele.
Töö hoidmise lihtsustamine.
Magnetpadruneid on lihtne kasutada
Meie eelised magnetpadrunite tarnimisel:
* Garanteeritud kõrge kvaliteediga magnetpadrunid
* Konkurentsivõimelise hinnaga magnetpadrunid
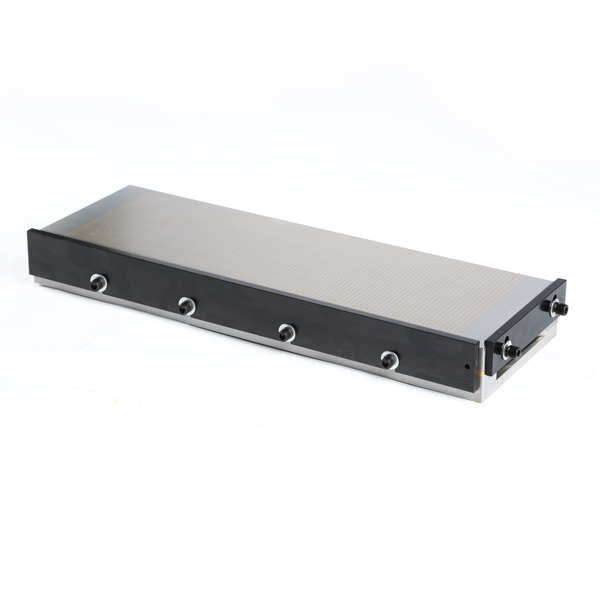
Kasutusmeetod
1. Iminappe tuleb enne kasutamist puhastada, et vältida täpsust mõjutavaid kriimustusi.
2. Asetage töödeldav detail imilauale, sisestage mutrivõti võlli avasse ja pöörake 1800 asendisse ON päripäeva, seejärel imege töödeldav detail töötlemiseks.
3. kasutada ümbritseva õhu temperatuuri -400C–500C.Magnetilise reduktsiooni vältimiseks pole koputamine vajalik.
4. Kui toorik on valmis, sisestage mutrivõti võlli avasse ja pöörake seda 1800 korda vastupäeva asendisse “OFF”, seejärel saab tooriku eemaldada.
5. viimistlege tööpind korrosiooni vältimiseks roostevastase õliga.